Cięcie laserowe stanowi jedną z najbardziej nowoczesnych i najbardziej innowacyjnych metod obróbki metalowych o podobnych parametrach wymiarowych jak klasyczna obróbka mechaniczna, jednak cechuje się znacznie precyzyjniejszym cięciem, zmniejszeniem konieczności wtórnej obróbki oraz mniejszym zanieczyszczeniem środowiska oraz znikomą emisją szkodliwych dla zdrowia gazów. Podstawowa różnica pomiędzy tradycyjnym cięciem a wycinaniem z pomocą techniki cięcia laserowego, tkwi w stosowanym czynniku tnącym, który w przypadku cięcia laserowego stanowi gorący promień lasera oraz gaz techniczny o dużej czystości. Technologia laserowa jest stosowana w obróbce blach od bardzo dawna i wciąż zyskuje na popularności. Laser zapewnia doskonałe rezultaty, poprzez niespotykaną precyzję cięcia, niezależnie od rodzaju i grubości materiału metalowego, powtarzalność ciętych elementów oraz możliwość seryjnej produkcji części o nieregularnych kształtach, dzięki czemu znajduje szerokie zastosowanie w wielu gałęziach przemysłu metalurgicznego i nie tylko.
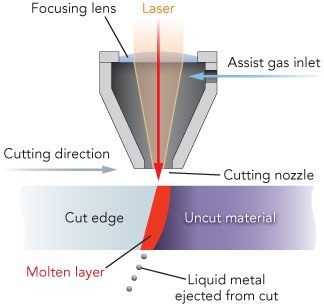
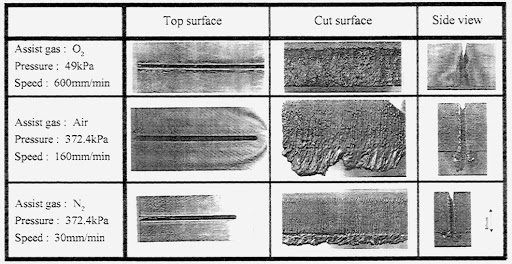
Gazy tnące, inaczej zwane procesowymi odgrywają kluczową rolę, w odpowiedniej realizacji złożonych usług jakimi jest cięcie laserowe blach metalowych. W technikach cięcia laserowego najbardziej rozprzestrzenione wśród profesjonalistów jest zastosowanie trzech podstawowych gazów tnących. Są to azot, tlen oraz powietrze. Pożądane rezultaty można osiągnąć wyłącznie przy zastosowaniu wyżej wspomnianych gazów odznaczających się najlepszą i niezmienną jakością. Gaz lub mieszanina gazów tnących jest dostarczana poprzez system dysz, co chroni obszar cięcia przed negatywnymi wpływami otaczającego powietrza, a także pozwala na usunięcie stopionego materiału z obszaru cięcia. Poniżej przedstawiamy krótką charakterystykę trzech, podstawowych gazów procesowych cięcia laserem.
Cięcie laserowe przy użyciu azotu
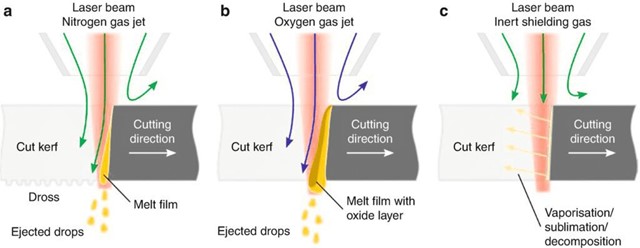
Cięcie laserowe azotem najczęściej stosuje się w przypadku, gdy materiałem roboczym jest stal ocynkowana, nierdzewna lub aluminium. W procesie cięcia promień lasera topi tworzywo i powoduje jego przecięcie, zaś gaz potrzebny jest w tym przypadku do oczyszczenia lub fachowo zwanego wydmuchaniem stopionego tworzywa. Tym, co odróżnia tę metodę od cięcia laserem za pomocą tlenu, to przede wszystkim zwiększona moc i ciśnienie.
Azot jest gazem uniwersalnym jeśli chodzi o cięcie laserowe, przez to stosuje się go do wydmuchania wielu rodzajów materiałów, takich jak stal nierdzewna oraz ocynkowana, mosiądz, miedź, metale kolorowe, itp. Cechą charakterystyczną pracy z tego typu gazem jest znacznie niższa temperatura usuwanego materiału niż w przypadku, na przykład tlenu.
Użycie azotu najczęściej rekomenduje się do obróbki blach cienkich, kiedy istnieje ryzyko odbicia wiązki. Sprzyja on utrzymaniu perfekcyjnej dokładności i powtarzalności cięcia elementów. Szerokość usuniętego materiału przy korzystaniu z azotu zazwyczaj nie przekracza 0,5 mm, co wpływa także korzystnie na wielkość straty materiału i wydajność rozporządzenia blachom. Azotem najczęściej tniemy blachy o maksymalnej grubości 3 mm. Cięcie laserem blach grubszych nie jest opłacalne z uwagi na ilość zużywanego azotu.
Kolejną zaletą tego rozwiązania jest to, że nie powoduje wystąpienia efektu zendry, czyli korozji gazowej. Za sprawą użycia azotu do procesu cięcia laserem podczas przycinania stali czarnej nie trzeba już przejmować się jej usunięciem, co obniża koszty obróbki wtórnej. Azot znajduje najszersze zastosowanie, przede wszystkim w cięciu blachy zimnowalcowanej.
Azotem tnie się, między innymi, następujące materiały:
- Stal czarna,
- Stal ocynkowana,
- Stal nierdzewna,
- Aluminium
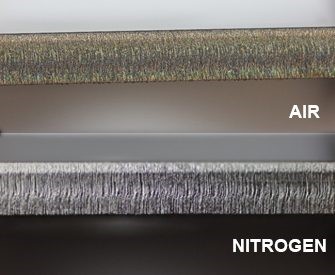
Cięcie powietrzem
Cięcie powietrzem to zdecydowanie najtańsza z opcji cięcia laserem. Aby wykorzystać tę metodę należy zaopatrzyć laser w źródło sprężonego powietrza, na przykład kompresor. Na skutek działania dużego ciśnienia strumienia powietrza ciekły materiał zostaje usunięty ze szczeliny cięcia. Ze względu na to, że w tej metodzie nie dochodzi do spalania materiału, powierzchnia cięcia jest wolna od tlenków. Jednak z uwagi na słabą jakość obróbki krawędzi, korzystając z tego typu gazu tnącego podczas cięcia laserem, musimy liczyć się z tym, że konieczne będzie poświęcenie większej ilości czasu, a tym samym pieniędzy, na wtórną obróbkę elementów.
Cięcie laserowe przy użyciu tlenu
Cięcia laserowe z wykorzystaniem tlenu idealnie nadaje się do cięcia blach o większej grubości. Gaz w procesie cięcia laserem nie tylko zabezpiecza soczewkę przed oparami i odpryskami, ale także schładza krawędzie przecięć i oczyszcza je z roztopionych opiłków metalu i tlenków. Tlen ma także właściwości przyspieszające cięcie laserowe, wchodząc w reakcje chemiczne z przecinanym tworzywem. Podczas cięcia laserowego z użyciem tlenu, dodatkowe ciepło będące wynikiem utleniania metalu pozwala uzyskać wysokie prędkości cięcia lub ciąć grubsze materiały.
Wynikiem cięcia tlenem jest powstawanie zendry, którą trzeba później usuwać poprzez szlifowanie, piaskowanie, czy też śrutowanie, zwłaszcza w przypadku gdy daną powierzchnie zamierzamy lakierować. Cięcie laserowe wykonuje się najczęściej w stosunku stali czarnej, firmy świadczące usługi takie jak cięcie laserem (np. Elektron) najczęściej tlenem tniemy blachy gorącowalcowane ze uwagi na fakt, naturalnej zendry wytworzonej w procesie ich produkcji.